全国咨询服务热线::0755-82579948

作者: 深圳市鸿发顺达壳体有限公司发表时间:2019-07-17 10:07:23浏览量:5139【小中大】
铝合金零件具有强度高、塑性好、导电性好、导热性能好、耐腐蚀等特点;铝型材壳体的外观具有铝合金独特的金属织构,重量轻,散热能力强,是中高档产品备件的重要选择。
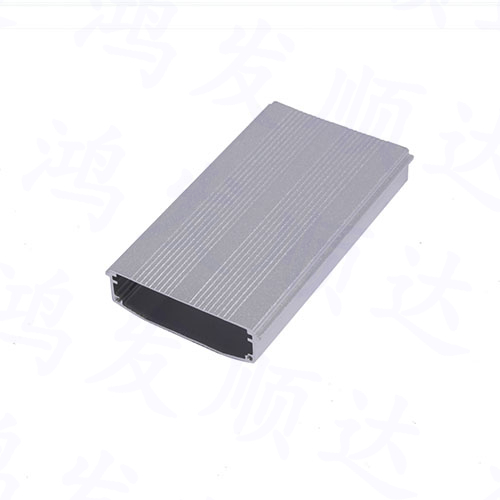
随着铝合金薄壁壳体零件应用范围的扩大,加工变形问题制约了薄壁零件的应用,是困扰厂家的一个棘手问题,因此,许多厂家努力控制铝合金薄壁壳体零件的加工变形,一些铝合金零件的生产和加工厂探索了有效解决薄壁零件加工变形问题的方法和措施,这是令人欣慰的。
合理选择机加工工具。在加工过程中,必须注意支柱的选择。钝刀会增加主要切削零件的切削阻力,增加零件的轴向压力,导致零件变形。刀具的刃口过于锋利,虽然有利于切削,但很容易加速刀具磨损,将部分拉向切削力的相反方向,这也会使零件变形。
粗加工值小,精加工值大,用来弥补前角大、刀刃强度差的缺陷。刀具的刃口需要尖锐的磨削,刀具表面的表面粗糙度要小,以提高零件的表面加工质量。在加工过程中,刀刃沿轴向通过刀柄夹紧,通过薄壁壳体的加工使径向切削力最小化,工件不易变形。
增加半精加工工艺。随着零件加工余量的逐渐消除,零件的加工应力逐渐释放。为了保证零件的加工尺寸精度和形状及位置公差要求,增加了以粗加工为主的半精加工工艺,并进行了半精加工以进一步释放加工应力,为以后的精加工奠定了基础。
采用多次热处理消除加工应力。在壳体零件粗加工前设置淬火工艺,以提高零件的强度和切削性能;粗加工后进行热处理时效以释放粗加工应力;半精加工后再进行热处理时效处理,进一步消除工件加工中的残余应力;完成后进行稳定尺寸热处理工艺,通过多次热处理完全释放壳体零件的加工应力,达到消除加工应力、稳定零件加工尺寸的目的。
采用轴向夹紧力。夹具设计不仅要保证零件不夹紧变形,而且要保证零件的加工精度和形状及位置公差的要求。首先采用双压板夹紧形式对步进轮车的端面进行压紧,不改变压力板来压住端面,并将零件的形状加工成尺寸,以保证零件的尺寸精度、形状和位置公差要求。
为了保证壳体零件在加工过程中免被腐蚀,工件在加工过程中,不宜使用水基切削液,为了减小摩擦,采用煤油或无氯切削液,在超硬铝材料表面生成一层保护氧化膜,阻止超硬铝材料与空气中的气体发生化学反应而腐蚀。
铝型材壳体加工合理的选择切削参数;粗加工时主要是去除壳体零件大的余量,加快零件的散热性,加速切削应力的释放。精加工时主要是壳体零件加工时避开了与机床的共振,避免了切削时振动而引起的变形。高速度、小进给量,提高工件的表面加工质量,同时减小径向切削力,减小应力变形。
 粤公网安备 44030902000996号
技术支持:国人在线 免责声明 网站地图关注官方网站
粤公网安备 44030902000996号
技术支持:国人在线 免责声明 网站地图关注官方网站